



Context
A car manufacturer decides to launch a new model … this leads to questions of feasibility of the production process. Can the existing installations accommodate the new, larger vehicle ?
The problem
The problem related to the processes as well as the geometry of the existing installations. None of the engineering drawings for the surface treatment production line were up to date. We therefore had to survey the whole production line from the degreasing stage to the electrophoretic coating process itself, a total of 11 stages.
The project setting
- Production line for surface painting by electrophoresis
- Total length of production line scanned : 220 m
- 11 baths, each approximately 20 m long
Objectives
- Study of dynamic interference (clashes) between existing installations and the conveyor carrying the new model car bodies
- To replace actual clearance tests with a digital simulation
The requirement
- 3D model of obstructions both in and between the baths and tanks
- Final model format : STL
Constraints
- Operations only possible during programmed shutdowns
Our responses
The various baths were emptied in accordance with the programme of shutdowns, for an average period of five hours each. In general two baths might be emptied on the same day, thus allowing us to scan two stages in a day. In some shutdowns only one bath could be emptied in the day. The survey took place in eight stages in all.
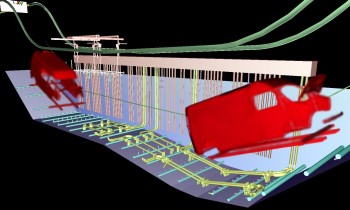
The electrophoretic dip tank (the longest and most complex installation) was scanned first, using an extremely fast phase-shift measurement process (500 000 points per second). This solution was adopted because of the size of the bath. The production line was halted and the bath was emptied. Once the 3D model of the obstructions and clearances was generated, it was exported in STL format ready for integration into the client’s design software for dynamic simulation of the passage of a new vehicle through the system.
A check on the actual clearance required (scanned outside the production line) was also carried out. The differences between the dimensions of the new vehicles and the current model were added computationally in 3D. For reasons of confidentiality we have deliberately blurred the above image.
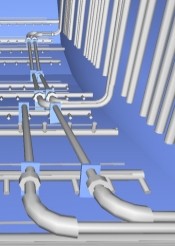
The second measurement campaign dealt with the ten stages upstream from the electrophoretic dip. The baths were scanned with an average resolution of one point per 15 mm to enable the modelling of all installations which could obstruct the passage of the new vehicles (rinsing units between processes, tank bottoms, external equipment, tank and bath geometry, etc.) The final accuracy required was of ± 10 mm for all clearances. The neutral axis of the conveyor to which the vehicle bodies are attached was generated by extruding the conveyor rails to an accuracy of 5 mm (an accumulated figure at the neutral axis level, justified by the digital simulation which reproduces the passage of a vehicle body during production). Using the client’s special simulation software, the bodies of the proposed new vehicles were then suspended from two conveyor rails and passed through each bath, taking account of the 3D model and also including the dynamic behaviour as affected by the presence of the relevant liquids .
In contrast to carrying out actual clearance tests, the digital simulation enables the work to be done off site, for an unlimited number of proposed vehicle designs. Its advantages include avoiding the need to build scale models of every proposed new vehicle, and eliminating the prolonged production line stoppages entailed in emptying each bath to check for possible clashes.
 |
 |
 |
The digital reconstruction of the baths and the computerised clearance tests were evidently judged to be economic, as the same manufacturer asked us back later to scan a second site.
Deliverables
- 3D model of obstructions both in and between the baths and tanks




